INTRODUÇÃO
O Fabricante de Rações tem como objetivo produzir rações com a melhor relação custo x benefício. Toda a gestão do processo de fabricação de ração deve estar voltada para atender o produto final com qualidade visando esta finalidade.
No Planejamento e Gestão do Processo de Fabricação com visão ao atendimento da qualidade de ração deve-se ter o processo que atenda a qualidade desejada. A qualidade pode ser planejada em novos projetos ou por meio da gestão, através de um estudo da situação atual, adequando os desvios de qualidade para plantas existentes. O conhecimento tecnológico das etapas de processo dá o suporte para o planejamento e gestão.
Este trabalho foi divido em 3 partes e tem como objetivo sintetizar o conhecimento tecnológico e prático existente no processo de produção de ração, disponibilizando um referencial para projetos que envolvem as etapas de Moagem, Mistura e Peletização.
Finalizando com esta terceira parte o tópico Peletização. Sendo Parte 1- Moagem e Parte 2 - Mistura.
PELETIZAÇÃO
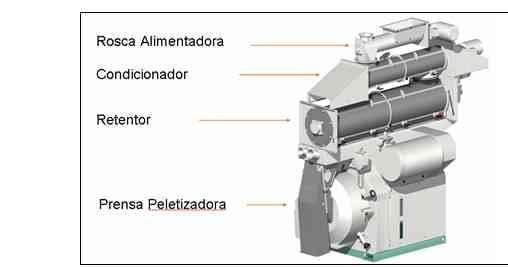
A máquina peletizadora basicamente é um equipamento composto de rosca alimentadora, que junto com o controle de alimentação (manual ou automático) faz o ajuste da carga da máquina respeitando a máxima corrente do motor principal (ajuste para a potência instalada). A rosca abastece o condicionador que recebe vapor saturado, este equipamento tem a função da mistura do vapor na ração farelada. Posterior ao condicionador, opcionalmente, pode-se ter o retentor que tem a função de aumentar o tempo de retenção da ração com finalidade de redução microbiológica e finalmente a peletizadora propriamente dita, onde os rolos forçam a ração farelada pelos orifícios da matriz, tendo-se assim a ração na forma de pelete.
A ração peletizada tem várias vantagens sobre a ração farelada, que são:
- tratamento térmico reduz microorganismos
- redução de segregação dos ingredientes
- melhores características de fluidez. Reduz a incidência de pontes em silos bem como a formação de resíduo dentro dos silos ou moegas;
- reduz a seleção dos ingredientes pelos animais;
- aumenta a densidade da ração, necessitando menor volume de armazenagem e menor volume de transporte;
- maior consumo de ração;
- maior ganho de peso diário;
- melhor conversão alimentar;
- melhora a digestibilidade, uma vez que a utilização dos nutrientes é melhorada;
- reduz o desperdício.
Figura 11. Maquina Peletizadora
Fonte: Buhler [4]
A maior justificativa para a peletização é o ganho econômico, Klein [7] relata que o ganho é de aproximadamente 1,85 milhões por ano para um abate de 100 mil frangos por dia, e de aproximadamente 6,5 milhões por ano para uma abate de 350 mil frangos por dia, considerando um ganho na conversão alimentar de 3,5%, o que pode ser considerado um ganho bem conservador. Com custo operacional na peletização de R$ 7,10 e R$ 6,20 /ton de ração respectivamente para um abate de 100 mil e 350 mil frangos dia. Sendo a necessidade de ração para 100 mil e 350 mil frangos por dia respectivamente aproximadamente 106 mil ton/ano e 370 mil ton/ano.
Considerando o ganho e os custos envolvidos, Klein [7] concluiu que para estes 2 casos, um payback descontado de 3 anos e 2 meses, e, 1 ano e 10 meses respectivamente para abates de 100 mil e 350 mil frangos por dia.
A qualidade e eficiência de peletizacao é determinada pela qualidade física e ótima capacidade de produção relacionado com o consumo de energia especifico (kWh/ton). É difícil conseguir estes requisitos ao mesmo tempo. A produção de peletes consistentes, requer alto consumo de energia. A qualidade de pelete melhora imediatamente com a redução de produção de ração.
Condicionador
A ração farelada armazenada na moega acima da peletizadora, é uniformemente dosada através da rosca alimentadora que abastece o condicionador. Uma uniforme razão de alimentação do farelo e vapor, com apropriado efeito de mistura das pás e tempo de retenção, são condições para uma adequada absorção do vapor. O tempo de retenção no condicionador é de aproximadamente 10 a 20 segundos.
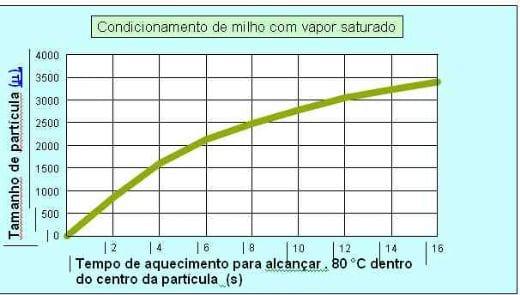
De acordo com a figura 12, o tempo de retenção de 12 segundos já é suficiente para o aquecimento do centro de uma partícula com tamanho de 3 mm com vapor saturado.
Figura 12. Tempo de aquecimento para alcançar . 80 °C dentro do centro da partícula x tamanho de partícula
Fonte: Buhler [4]
Razões para o condicionamento:
- diminuir o consumo de energia elétrica
- aumentar a capacidade de produção
- melhorar a estabilidade e o atrito do pelete
- redução microbiológica
- melhora a digestibilidade.
Os principais fatores do condicionamento considerados são a temperatura, a umidade e o tempo. O tempo é conseguido pelo tamanho do condicionador. A temperatura e a quantidade de umidade são obtidas através da adição de vapor. O vapor aquece e umidifica ao mesmo tempo.
Como regra, o aumento de temperatura de 10oC no material resulta em aumento de umidade entre 0,6 a 0,7%.
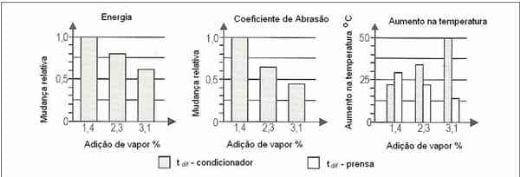
As vantagens de adição de vapor podem ser esclarecidas, como segue na figura 13.
Na Figura 13 mostra a redução de energia elétrica necessária quando se aumenta a percentagem de adição de vapor com respectiva melhoria na qualidade de pelete.
Coeficiente de abrasão é o inverso do PDI (Pelete Durability Índex, Índice de Durabilidade de Pelete). Abrasão de 3% corresponde a PDI de 97%. Coeficiente de Abrasão é a medida do teor de finos e PDI a medida do teor de peletes.
O europeu visualiza a porção fino e o americano a porção pelete.
Figura 13. Efeito do condicionamento com vapor sobre consumo de energia, qualidade de pelete e temperatura
Fonte: Kersten [6]
Tratamento Térmico
Lara [10] apresenta o retentor como uma evolução do processo de tratamento térmico em rações. Os esforços da indústria e dos fabricantes de equipamentos se voltaram para a redução microbiológica, buscando o tratamento térmico no processo de rações para atender a cadeia alimentar de proteína animal. A tecnologia mais recente e eficaz empregada atualmente na redução microbiológica é o retentor.
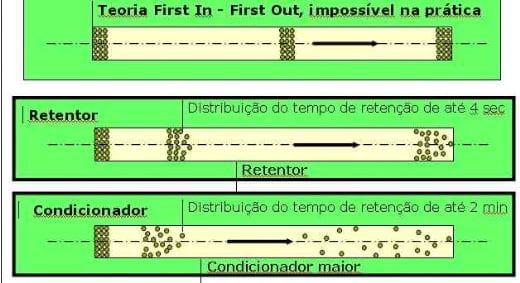
O retentor começou a ser utilizado em meados do ano 2000 e hoje é padrão para o tratamento térmico da ração. O processo permite que o condicionador atue em sua função original (mistura eficiente do vapor no farelo), deixando a retenção para outro dispositivo adequadamente dimensionado para essa funcionalidade, garantindo então o First In First Out (FIFO) do produto.
O princípio de retenção foi projetado através do uso de helicóide, permitindo que as partículas se movimentem lentamente e garantindo o FIFO (ou em português, PEPS - primeiro que entra é o primeiro que sai).
Algumas vantagens do retentor:
- garantia do princípio first in first out;
- mantém a temperatura do produto constante dentro do equipamento;
- baixo consumo de energia elétrica específica (kw/ton de ração);
- baixo custo de manutenção;
- controle que permite alta flexibilidade de ajuste dos parâmetros de tempo de retenção e temperatura da ração;
- a retenção tem efeitos de melhoria da absorção de água pelo farelo, o que pode acarretar melhoria da capacidade da peletizadora e/ou melhoria da qualidade do pelete.
Figura 14. Representação didática do princípio FIFO e comportamento real no retentor e no condicionador.
Fonte: Buhler [4]
Requisitos de Vapor
O vapor adicionado no condicionador deve ser saturado e deve ser o mais seco possível e não conter condensado. A quantidade de vapor adicionado depende do tipo de ração e está no intervalo de 1 a 5%.
Recomendações de vapor para os diferentes tipos de ração:
Ração Bovina é usualmente rica em fibra. Quanto maior a quantidade de fibra, maior é a dificuldade de adicionar vapor. A mistura rica em fibra é melhor para a qualidade de pelete, mas com tendência de baixa capacidade e alto consumo de energia especifica (kW/ton)
A ração para suínos usualmente tem alta percentagem de grão. Geralmente pode produzir boa qualidade de pelete, usando altas temperaturas e umidade e baixa pressão de vapor. A ração para leitões, entretanto, são muito sensíveis ao calor, devido ao teor de açúcar e lácteos, e por apresentar o risco de caramelização.
A ração de aves contém muito grão e pouca fibra. A qualidade do pelete depende de adequado condicionamento. No entanto, sendo muito alta a percentagem de gordura no misturador, causa baixa qualidade de pelete. Os sistemas de adição de pelete, posterior a peletização, ajuda na manutenção da qualidade de pelete adequada. Recomenda-se adição de gordura no misturador de até 3%.
Tabela 3 - Exemplos de controle de vapor no condicionamento, para diferentes tipos de rações
Fonte: Kersten [6]
Kersten [6] adicionalmente as necessidades de condicionamento, recomenda um consumo especifico de energia para cada tipo de ração. Payne [12] reforça que para uma adequada qualidade de pelete deve-se configurar a peletização para um determinado consumo de energia especifico, sendo para aves, suíno e ruminantes respectivamente 10 kWh/t, 12 a 15 kWh/t e 20 a 25 kWh/t.
Considerando as características dos ingredientes e fórmulas normalmente utilizadas no Brasil, recomenda-se para aves e suínos respectivamente 10 a 11 kWh/t e 12 a 13 kWh/ton para se obter uma boa qualidade de pelete.
Fatores que influenciam a peletização
Os principais fatores que influenciam a peletização são, ingredientes, moagem, condicionamento, matriz, capacidade de produção e distância entre rolo e matriz.
Ingredientes: as matérias primas terão diferentes comportamentos na peletização em função de seus componentes, sendo eles: teor de proteína, fibra, gordura, amido e mineral.
a) Proteína Bruta
Briggs [3] apresenta a influência significativa que a proteina bruta tem sobre a qualidade de pelete.
Rações que possuem proteína bruta produzem peletes com qualidade muito superior a rações com proteína desnaturada.
b) Fibra Bruta
Pequenos aumentos na proporção de fibra bruta, podem produzir peletes firmes e um aumento significativo no consumo de energia. O tipo de fibra bruta também influencia:
- a fibra bruta com alta teor de celulose normalmente resulta em peletes firmes.
- a fibra bruta com alto teor de lignina normalmente resulta em peletes menos firmes
c) Gordura
Geralmente, pode-se dizer que o alto teor de gordura produz peletes frágeis. A forma em que esta gordura é apresentada na mistura é muito importante. Se a gordura estiver contida nas células da planta, então é relativamente melhor para a qualidade de pelete, do que misturas que possuem a gordura na superfície. As forças de fricção diminuem muito rapidamente, a resistência a compressão é reduzida. Se gordura ou óleo é adicionado na ração anterior a peletização, esta não pode ser maior do que 3%. Para rações que necessitam de adição de gordura maior, deve ser colocada sobre os peletes.
d) Amido
Quando da substituição de amido in natura por amido pré-gelatinizado se melhora a qualidade de pelete.
Briggs [3] cita que o amido in natura não influencia significativamente a melhoria na qualidade de pelete.
Este autor cita Wood (1987) que apresenta que tanto o amido in natura ou pré-gelatinizado tem efeito mínimo sobre a qualidade de pelete quando comparado com a proteína bruta.
e) Mineral
A adição de componentes inorgânicos tais como minerais, aumenta o atrito na matriz, resultando alto consumo de energia específica, maior desgaste, mas também peletes firmes.
Moagem: como conhecimento geral entende-se que quanto mais fina a moagem, maior será a qualidade de pelete.
Existe controvérsia com relação a afirmação anterior. Briggs [3] cita Stevens (1987), o qual mostra não ter encontrado diferença significativa no % PDI com peletes realizados com moagem grossa (1.000 μ), média (794 μ) ou fina (551 μ) em rações base de milho (72,4%) e de farelo de soja (20%). Em rações base de trigo e de farelo, a melhor qualidade em PDI foi na moagem média e fina. Na moagem fina acarretou uma perda da eficiência da peletização em até 12%.
Outro ponto importante a ser apresentado é o efeito de redução do tamanho das partículas que a própria peletizadora possui. Amerah [1] mostrou efeitos de redução do tamanho de partículas na peletização, principalmente nas partículas maiores do que 1 mm, mostrando que a peletizadora uniformizou o tamanho de partículas na moagem de trigo com diâmetro de peneira de 3 mm e 7 mm.
Neste contexto Amerah [2] relata que, comparando granulometria fina (peneira de 1 mm) e granulometria grossa (peneira de 7 mm), a peletizadora não uniformizou a granulometria, mostrando que o impacto de moagem da peletizadora é sobre as partículas mais grossas. No entanto, continua apresentando as vantagens do uso de uma granulometria mais grossa.
Condicionamento: já foi apresentado anteriormente os efeitos de condicionamento sobre o consumo de energia e qualidade de pelete. Adicionalmente apresenta-se o trabalho de Briggs [3], que mostra resultados de melhoria de qualidade de até 4,5 % no PDI, com o ajuste de pás permitindo maiores tempos de retenção.
Matriz: segundo o SFT [16], o que pode acarretar maior tempo de retenção na matriz pode proporcionar maior qualidade de pelete.
O tempo de retenção na matriz pode ser calculado pela seguinte fórmula:
ft = d2 . p . l . n. r . 3600
4.000.000 . Q
onde:
ft = tempo de retenção (s)
d = diâmetro do furo da matriz (mm)
l = espessura ativa do furo (mm)
n = numero de furos da matriz
r = densidade do pelete (1,25 kg/dm3 para ração comum)
Q = capacidade de produção (kg/h)
Na matriz tem as seguintes características principais que afetam a qualidade de pelete, velocidade da matriz, espessura da matriz e diâmetro do furo.
a) Velocidade de rotação da matriz
A velocidade de rotação da matriz depende do diâmetro da matriz, que normalmente está entre 200 a 300 rpm, proporcionando uma velocidade periférica entre 5 a 8 m/s.
Para a mesma capacidade de produção, com maior velocidade de rotação, acarreta um maior consumo de energia e melhor qualidade de pelete. Isto é resultado do aumento do número de passagens da camada de produto sobre os rolos, melhorando a compressão interna dos peletes.
b) Espessura da matriz
Quanto maior a espessura da matriz, maior será o atrito e maior será o tempo de retenção. Para uma mesma capacidade de produção, maior espessura acarreta em maior consumo de energia e melhor qualidade de pelete
c) Diâmetro do Furo
Maior diâmetro de pelete, resulta menor consumo de energia e menor qualidade de pelete.
Capacidade de Produção: para Stark [15] apresenta um outro fator com alto impacto sobre a qualidade de pelete, que é a capacidade de produção, este fator tem efeito direto sobre a qualidade de pelete. Uma maneira simples de melhorar a qualidade, mantendo os outros fatores constantes seria a diminuição da capacidade de produção da peletizadora.
Distância de Rolo e Matriz: Robohm [14], testando a distância entre rolo e matriz em uma peletizadora de matriz plana, estudou o comportamento de diferentes distâncias de rolo e matriz sobre o consumo de energia, umidade, qualidade de pelete e temperatura em ração de suínos mantendo a capacidade de produção constante.
Robohm [14] mostra que o consumo de energia aumenta exponencialmente com o aumento da distância entre rolo e matriz. Com a distância normal de 0 mm, o consumo de energia foi de 10 kWh/ton e com 4 mm de distância entre rolo e matriz aumentou para 22 kWh/t. Este autor comenta que o aumento de consumo de energia é criado pela camada de material formada entre rolo e matriz. Os rolos passam por esta camada de material várias vezes e assim compactando antes de pressionar através dos furos da matriz.
Mantendo a temperatura de condicionamento constante (68oC), no entanto o comportamento da temperatura na saída da matriz aumentou consideravelmente. Com 0 mm esta temperatura foi de 75oC e com 4mm a temperatura foi de 90oC.
O índice de abrasão de pelete mostrou uma melhor qualidade de pelete com 2mm quando comparada a 0 mm, redução de 3,5 % para 2,5%. A melhoria na qualidade de pelete é resultado da pré-compactação da camada de material na entrada da matriz. Acima de 2 mm a qualidade começa a reduzir novamente. O autor relata que este comportamento se explica pelo fato de que quando a distância de rolo e matriz torna-se muito grande, boa compactação ocorre apenas no meio do rolo e matriz e nas laterais torna-se instável e não ocorre compactação como acontece no meio.
Outro parâmetro que foi monitorado foi a umidade da ração com posterior resfriamento, onde com o aumento da distância de rolo e matriz, a umidade diminuiu de 12,6% para 11,1%. Esta redução de umidade se explica pelo aumento de aquecimento dos peletes (90oC). Maiores temperaturas resultam em maiores perdas de umidade durante o processo de resfriamento.
Robohm [14], apresenta outras possibilidades com o uso do ajuste de distância de rolo e matriz:
- em teste com duas matrizes, 5 x 50 mm e 5 x 40 mm, com 0 mm e matriz 5 x 50 mm o consumo de energia foi de 24kWh/ton e índice de abrasão de 2 %. Alcançou-se a mesma qualidade com a matriz 5 x 40 mm e distância de 3 mm, mas com consumo de energia inferior;
- influência sobre rações com alta concentração de gordura adicionada: é atingida uma qualidade e consumo de energia similar, quando comparada a ração sem gordura, adicionada a 0 mm e a com 3% de gordura adicionada e 2 mm de distância de rolo e matriz.
CONCLUSÃO
Para o adequado dimensionamento da qualidade da ração, o produtor de ração deve através de seu conhecimento prático e a luz do conhecimento tecnológico, especificar seus equipamentos para novas aquisições e adequar certos parâmetros para processos existentes.
Na especificação de novos equipamentos o mais importante é informar qual o resultado esperado do equipamento no que se refere principalmente aos seguintes itens:
- capacidade de produção (ton/h), importante colocar qual a mínima produção que se quer atingir com o equipamento;
- qualidade desejada e a variação admitida, no caso da moagem qual o DGM, na mistura o coeficiente de variação CV% e na peletizadora o índice de durabilidade PDI %.
No caso de equipamentos existentes não atenderem a qualidade desejada, experimentar alterações no processo, testando relações de causa e efeito. Deve ter sempre em mente a relação custo benefício da alteração, iniciando por aquelas com menor custo e com tendência de maior beneficio.
Um exemplo de adequação de processo com custo mínimo é o de adequação da granulometria para aves, onde se busca uma granulometria mais grossa. O simples fato de aumento de diâmetro de furo da peneira, aumenta a granulometria, bem com a capacidade de produção dos moinhos (ton/h) e reduz o consumo de energia especifico (kWh/ton). O efeito sobre a peletização deve ser testado, caso a diferença seja entre moagem média e grossa, não se espera redução significativa na qualidade medida pelo PDI Mas se a qualidade do pelete diminuir, deve ser testada alguma alteração na peletização. O importante é atender a qualidade desejada que vise o beneficio do melhor resultado zootécnico do animal.
Vale ressaltar que é importante criar na equipe de produção de ração, o espírito de busca de conhecimento, incentivar a postura de experimentação. Dessa forma, consegue-se aumentar o know how do processo.
Recomendações apresentadas neste trabalho, bem como recomendações de consultores e/ou parceiros devem ser testadas de acordo com a realidade de cada empresa. Pois, cada empresa tem a sua nutrição, usa diferentes matérias primas, tem o seu manejo, possui específico programa sanitário, por fim, existem procedimentos diferentes com impactos significativos sobre o resultado zootécnico dos animais.
Como recomendações gerais, na moagem busca-se atender as necessidade por espécie, onde para rações de suíno com granulometria mais fina e para aves uma granulometria mais grossa. Na mistura deve-se respeitar o tempo de mistura do equipamento específico, principalmente no que se refere ao tempo de mistura seca, além de respeitar o grau de enchimento, não ultrapassando o máximo recomendado. Para a peletização, parametrizar matriz de maneira que o consumo de energia específico seja para aves de 10 a 11 kWh/ton e para suínos 12 a 13 kWh/ton. No caso de rações para aves pode até admitir uma menor qualidade de pelete se isto significar uma granulometria mais grossa.
REFERÊNCIA BIBLIOGRÁFICA
[1] Amerah, A.M.,Ravindran,V., Lentle,R.G. and Thomas, D.G. Influence of Feed Particle Size and Feed Form on the Performance, Energy Utilization, Digestive Tract Development, and Digesta Parameters of Broiler Starters. Poultry Science, 2007, Vol. 86, No. 12, pp. 2615-2623, 33 ref.
[2] Amerah, A.M.,Ravindran, V., Lentle, R.G. and Thomas,D.G. Influence of Feed Particle Size on the Performance, Energy Utilization, Digestive Tract Development, and Digesta Parameters of Broiler Starters Fed Wheat- and Corn-Based Diets, Poult. Sci., November 1, 2008; 87(11): 2320 - 2328.
[3] Briggs,J.L., Maier,D.E., Watkins, B.A., Behnke,K.C.. Effect of Ingredients and Processing Parameters on Pellet Quality. 1999 Poultry Science 78:1464-1471.
[4] Buhler, notas técnicas 2009.
[5] Embrapa,
[6] Kersten, J.,Rohde, H. Nef, E. Principles of Mixed Feed Production - Components . Processes . Technology, 2005.
[7] Klein, A. Peletização de Rações Aspectos Técnicos, Custo e Benefício e Inovações Tecnolólicas. Conferência FACTA 2009 de Ciência e Tecnologia Avícola 21º Congresso Brasileiro de Avicultura
[8] Kleyn,R. The Effect of Particle Size on Poultry Performance, SPESFEED (Pty) Ltd
[9] Lara, M. Mistura em Fábricas de Rações. SAPIA - Sistema de Aperfeiçoamento da Industria de Alimentos. Módulo: Equipamentos de alimentos para animais. Paulínia 3 a 4 setembro de 2003.
[11] Nir, I., Pitichi,I., Feed Particle Size and Hardness: Influence on Performance, Nutritional, Behaivioral and Metabolic Aspects - Advances in Nutritional Technology 2001, Utrecht.
[12] Payne, J.D. Troubleshoting the Pelleting Process. Feed Technology. Technical Report. American Soybean Association. International Marketing Southeast Asia.
[13] Ruetsche, P., The Progressive Animal Feed Production and its Fudamentals 1 - Griding / Sieving in the Feed Milling Industry. Advances in Feed Technology No.1, Verlag Moritz Schäfer. 1989.
[14] Robohm,K-F. The Influence of Gap Width Adjustment between a Feed Pellet Mill''''''''''''''''s Roller and Die on Throughput, Energy Demand and Pellet Quality. Advances in Feed Technology No.3, Verlag Moritz Schäfer. 1990.
[15] Stark,C.R., Effect of die thickness and Pellet Mill throughput on Pellet Quality.
[16] SFT - Swiss Feed Technology Institute, notas do curso 1996, Uzwill, Suiça.



.jpg&w=3840&q=75)









