1 INTRODUÇÃO
O iogurte é um dos produtos lácteos mais importantes em todo o mundo e constitui uma rica fonte de proteínas, cálcio, fósforo, vitaminas e carboidratos. O consumo deste produto está relacionado à imagem positiva de al imento saudável e nutritivo, e também associado às suas caracterís ticas sensor iais (TEIXEIRA et al ., 2000). Além do sabor característico e aroma ácido, a textura do iogurte é um importante aspecto de qualidade do produto, sendo afetada por algumas condições de processamento, como o tratamento térmico (SOUKOULIS et al., 2007).
No processo de fabricação do iogurte, a fermentação do leite diminui o pH gradualmente até cerca de 4,5, onde ocorre a desestabilização e agregação das micelas formando uma rede tridimensional na qual o soro é aprisionado (JAROS et al., 2002). Segundo Dannenberg & Kessler (1988), os rearranjos na rede produzidos por forças atrativas entre as moléculas de caseína ou micelas agrupadas podem levar à formação de ligações intermoleculares adicionais e conseqüentemente à contração do gel e expulsão de líquido. Esse fenômeno de liberação espontânea de água do gel é chamado sinérese e, normalmente, é acompanhado pela redução do volume do gel, podendo ser intensificado por mudanças na temperatura, valor de pH e fatores mecânicos (RASIC & KURMANN, 1978). A sinérese é considerada como um defeito e afeta negativamente a percepção da aparência do produto pelos consumidores (SAVELLO & DARGAN, 1997). Dois fatores são de grande influência na capacidade de retenção de água do iogurte: a adição de sólidos e o tratamento térmico (RASIC & KURMANN, 1978).
A susceptibilidade à sinérese tende a diminuir com o aumento do teor de sólidos no iogurte e com a adição de estabilizantes (JAROS et al., 2002). Na etapa de pré tratamento para a fabricação do iogurte, o leite pode ter seus teores de gordura e de sólidos não-gordurosos ajustados para garantir uma composição padronizada e características sensoriais constantes (sabor, aroma, textura e aparência) no produto final. Além disso, podem ser acrescentados açúcar (10% a 12%) e leite em pó desnatado (2% a 4%) para dar sabor e aumentar o teor de extrato seco total, resultando em um produto mais firme e reduzindo a tendência de sinérese no produto final (KARDEL & ANTUNES, 1997; OLIVEIRA, 1997).
Na etapa de pré-tratamento também é feito o tratamento térmico do leite, com o objetivo de destruir os microrganismos patogênicos e outros que possam competir com as culturas do iogurte, além de promover a desnaturação das proteínas do soro que reduz a contração do coágulo da caseína do iogurte. Assim, o tratamento térmico do leite diminui a susceptibilidade a sinérese dos géis lácteos, o que é desejável para produção de iogurtes, mas desfavorável na manufatura de queijos. O tratamento térmico também favorece o início do crescimento da cultura láctica, por redução do conteúdo de oxigênio no leite, e influi no aumento da viscosidade do iogurte e na obtenção de uma boa textura (VARNAN & SUTHERLAND, 1994).
Durante o aquecimento do leite, ou preparações à base de leite, ocorre desnaturação da β-lactoglobulina e sua associação com a k-caseína, presente primordialmente na superfície da micela, através de ligações dissulfídicas e, provavelmente, entre α-lactoalbumina e αs2-caseína (DALGLEISH, 1997, FOX & McSWEENEY, 1998). A desnaturação das proteínas do soro e a conseqüente interação dessas proteínas com a caseína aumentam as propriedades hidrofílicas da caseína e a estabilidade do coágulo. O nível ótimo de desnaturação depende do iogurte que está sendo produzido. Uma mistura com baixo conteúdo de sólidos (9,5-12%) requer uma maior desnaturação das proteínas do que uma mistura com um teor mais elevado de sólidos.
Diversos trabalhos têm empregado a metodologia de superfície de resposta em seus estudos de desenvolvimento de produtos alimentícios, bem como na avaliação da interação entre os ingredientes e outros tratamentos aplicados. Com esta metodologia é possível encontrar uma região ótima para a obtenção de produtos com características otimizadas, melhorando a razão custo/ benefício (CASTRO et al., 1998; GIOIELLI & OLIVEIRA, 1998; PENNA et al., 1997; SIVIERI, 2002).
O objetivo desse trabalho foi empregar a metodologia de superfície resposta para verificar o efeito do tratamento térmico na capacidade de retenção de água no iogurte firme.
2 MATERIAL E MÉTODOS
2.1 Fabricação dos iogurtes
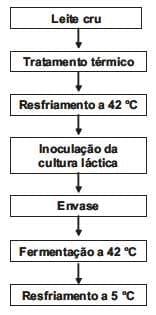
Os iogurtes foram produzidos na Planta Piloto do curso de Engenharia de Alimentos da UNOPAR. Ao leite cru, proveniente da Fazenda Experimental da UNOPAR, foram adicionados 2% (m/v) de leite em pó desnatado MOLICO® para correção dos sólidos totais. O leite padronizado foi submetido ao tratamento térmico determinado no planejamento experimental e, em seguida, utilizado para a fabricação do iogurte de acordo com a metodologia descrita no fluxograma da Figura 1. A cultura láctica utilizada foi a YO-MIX 499 da DANISCO®, constituída de Streptococcus thermophilus e Lactobacillus bulgaricus, na proporção de 1% (m/v).
Figura 1 – Fluxograma de fabricação do iogurte firme.
2.2 Análise da capacidade de retenção de água
A capacidade de retenção de água (CRA) foi determinada em triplicata segundo o método modificado de Parnell-Clunies et al. (1986). No quinto dia após o processamento, aproximadamente 20 g de iogurte foram centrifugados a 5000 rpm por 15 minutos a 10 oC (Eppendorf, modelo 5840). Após a centrifugação, o fluido sobrenadante foi drenado por 10 minutos e pesado. A capacidade de retenção de água foi expressa em %, de acordo com a seguinte equação:
2.3 Planejamento experimental e análise estatística
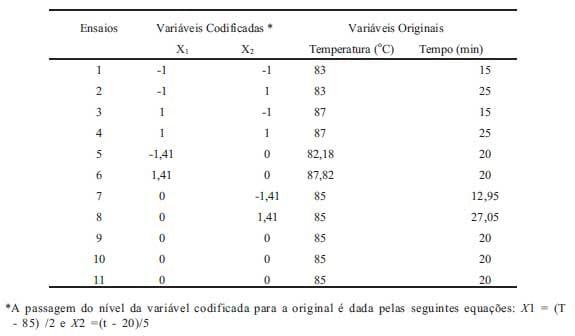
O planejamento experimental utilizado foi um fatorial completo do tipo 22 com três pontos centrais e quatro axiais, totalizando 11 ensaios, conforme descrito por Barros Neto et al. (2005). Foi avaliado o efeito das variáveis independentes temperatura (83, 85 e 87 ºC) e tempo (15, 20 e 25 min) sobre a resposta de capacidade de retenção de água (Tabela 1).
Os pontos experimentais foram escolhidos com base na literatura que cita temperaturas de 80 a 90°C, tempos de aquecimento de 10 a 30 minutos e pH em torno de 4,6 para o final da fermentação de iogurtes (BHULLAR et al., 2002; JAROS et al., 2002; PARNNELL-CLUNIES et al., 1985; TAMIME & ROBINSON 1991).
Os resultados do delineamento experimental foram analisados através da Metodologia de Superfície de Resposta (MSR) e a comparação das médias foi feita através do teste de Tukey (P < 0,05), ambos utilizando o programa Statistica for Windows versão 6.0 (StatSoft Inc, 2001) .
Tabela 1 – Níveis codificados e não codificados das variáveis temperatura e tempo utilizados no tratamento térmico para a fabricação do iogurte firme.
3 RESULTADOS E DISCUSSÃO
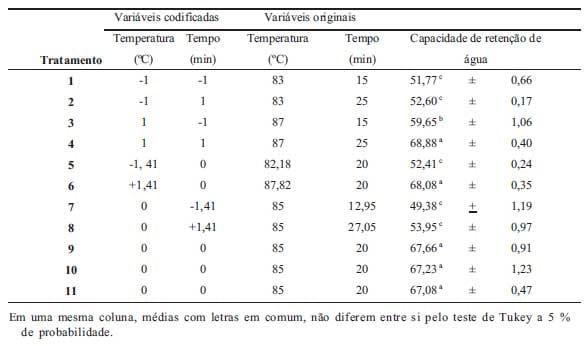
Os resultados obtidos experimentalmente para a capacidade de retenção de água (CRA) dos iogurtes, resultantes da utilização dos diferentes tempos e temperaturas, podem ser observados na Tabela 2.
Os tratamentos 1, 2, 5, 7 e 8 apresentaram os menores valores de CRA e não diferiram estatisticamente entre si (P < 0,05). Por outro lado, os tratamentos 4, 6, 9 e 10 apresentaram os maiores valores de CRA e também não diferiram estatisticamente entre si (P < 0,05). Resultados semelhantes foram observados por Savello & Dagan (1997). Os autores avaliaram temperaturas de 85-110 °C e obtiveram menores sinéreses nos iogurtes utilizando as temperaturas mais baixas.
A resposta de capacidade de retenção de água foi descrita pelo modelo fatorial, onde: Y = CRA (%), T = temperatura (oC) e t = tempo (min). A superfície de resposta e a curva de contorno para a CRA foram geradas a partir da equação a seguir:
Y = 63,11922 + 5,79878[T] - 5,47032[t]2 R2 = 0,80 (2)
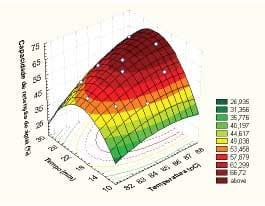
Os resultados indicam que o tratamento térmico do leite pode ter um efeito definitivo sobre a CRA e, conseqüentemente, a sinérese no iogur te. Observando as linhas de contorno é pos sível visualizar que maior capacidade de retenção de água (CRA) foi obtida quando a combinação 85° C por 20 minutos de aquecimento foi empregada (Figura 2). Porém, valores de CRA semelhantes também foram alcançados utilizando 87 °C por 25 minutos. De acordo com Ferreira (1996), o melhor tratamento térmico para o iogurte ser ia de 83 ºC por 30 min. Outras combinações de tempo e temperatura, como 80 a 85 °C por 30 min e 90 a 95 °C por 5 min, também podem ser adequadas para a fabricação de iogurte com alta qualidade (LUCEY & SINGH, 1997).
Figura 2 – Efeito das combinações de temperatura e tempo sobre a capacidade de retenção de água dos iogurtes.
Tabela 2 – Influência do binômio temperatura x tempo sobre a capacidade de retenção de água dos iogurtes.
Normalmente, o uso de altas temperaturas de aquecimentos está relacionado com alta viscosidade em leites pré-aquecidos, como encontrado por Shaker et al. (2000) utilizando 137 °C por 2s. Segundo Mottar et al. (1989), o aumento da viscosidade do iogurte está associado com a formação de ligações entre as proteínas do soro e as caseínas quando um tratamento térmico mais severo é aplicado, o que leva à gelificação e desenvolvimento da textura.
4 CONCLUSÃO
A Metodologia de Superfície de Resposta se mostrou apropriada para a determinação da região que maximiza a capacidade de retenção de água do iogurte firme neste trabalho. O uso de aquecimento a 85 °C por 20 min e 87 °C por 25 min foram favoráveis para a obtenção de iogurte firme com menor sinérese, o que poderia melhorar sua textura e conseqüentemente a qualidade do produto. Os dados obtidos podem ser utilizados como base em futuros estudos para avaliação do efeito do aquecimento nas características físico-químicas e reológicas do iogurte após a fabricação e ao longo de sua vida de prateleira.
6 REFERÊNCIAS BIBLIOGRÁFICAS
BARROS NETO, B. B., SCARMINIO, I. S., BRUNS, R. E. Planejamento e otimização de processos. Campinas, SP: Editora da UNICAMP (Série Manuais), 1995.
BHULLAR, Y. S., UDDIN, M. A., SHAH, N. P. Effect of ingredients supplementation on textural characteristics and microstructure of yoghurt. Milchwissenchaft, v. 57, n. 6, p. 328-332, 2002.
CASTRO, I. A., TIRAPEGUI, P., SILVA, R. S. S. F. Development of protein mistures and evaluation of their sensory properties us ing the s tat i s t ical response sur face methodology. International Journal of Food Science and Nutrition, v. 49, p. 660-666, 1998.
DALGLEISH, D. G. Structure-function relationship of caseins. In: DAMODARAN, S.PARAF, A. (Eds.) Food proteins and their Applications. New York: Marcel Dekker, 1997. p. 199-224.
DANNENBERG, F., KESSLER, H. G. Effect of denaturation of b-lactoglobulin on texture properties of set-style nonfat yoghurt. 1. Syneresis. Milchwissenschaft, v. 43, n. 10, p. 632- 635, 1988.
FERREIRA, C. L. L. F. Produtos lácteos fermentados: aspectos bioquímicos e tecnológicos. Viçosa: Imprensa Universitária – Universidade Federal de Viçosa, 1996.
FOX, P. F., McSWEENEY, P. L. H. Dairy chemistry and biochemistry. London: Blackie Academic and Professional, 1998.
GIOIELLI, L. A., OLIVEIRA, M. N. Interactions in binary and ternary mixtures of hydrogenated fats. Journal Food Science, v. 35, p. 67-73, 1998.
JAROS, D., ROHM, H., HAQUE, A., BONAPARTE, C., KNEIFEL, W. Influence of the starter culture on the relationship between dry matter content and physical properties of set-style yogurt. Milchwissenchaft, v. 57, n. 6, p. 325-328, 2002.
KARDEL, G.; ANTUNES, L. A. F. Culturas lácticas e probióticas empregadas na fabricação de leites fermentados: leites fermentados. In: LERAYER, A. L. S.; SALVA, T. J. G. Leites fermentados e bebidas lácteas: tecnologia e mercado. Campinas: ITAL, 1997. Cap. 2, p. 26-33.
LUCEY, J.A., SINGH, H. Formation and phys ical properties of acid milk gels: a review. Food Research International, v. 30, p. 529-542, 1997.
MOTTAR, J., BASSIER, A.; JONIAOU, M.; BAERT, J. Effect of heat-induced association of whey proteins and casein micelles on yogurt texture. Journal of Dairy Science, v. 72, p. 2247-2256, 1989.
OLIVEIRA, A. F. A. Qualidade e organização na produção de leites fermentados. In: LERAYER, A. L. S.; SALVA, T. J. G. Leites fermentados e bebidas lácteas: tecnologia e mercado. Campinas: ITAL, 1997. Cap. 16, p. 1-14.
PARNELL-CLUNIES, E. M., KAKUDA, Y., MULLEN, K., ARNOTT, D. R., DEMAN, J. M. Physical properties of yogurt: a comparison of vat versus continuous heating systems of milk. Journal of Dairy Science, v. 69, p. 2593- 2603, 1986.
PENNA, A. L. B., BARUFFALDI, R., OLIVEIRA, M. N. Optimization of yogurt production using demineralized whey. Journal of Food Science, v. 62, p .846-850, 1997.
RASIC, J. L., KURMANN, J. A. Yogurt: scientific grounds, technology, manufacture and preparations. Copenhagen: Technical Dairy Publishing House, 1978. v.1.
SHAKER, R. R., JUMAH, R. Y., ABU-JDAYIL, B. Rheology prope r t i e s of pl a ins yogur t dur ing coagulation process: impact of fat content and preheat treatment of milk. Journal of Food Engineering, v. 44, p. 175-180, 2000.
SAVELLO, P. A., DARGAN, R. A. Reduced yogurt syneresis using ultrafiltration and very-high temperature heating. Milchwissenschft, v. 52, p. 573-577, 1997.
SIVIERI, K. Utilização da metodologia de superfície resposta na ot imização de bebidas lácteas com adição de Litesse e Dairy-lo. Tese (Doutorado) - Faculdade de Ciências Farmacêuticas, Universidade de São Paulo, 2002.
STATSOFT, INC. STATISTICA for Windows [Computer program manual]. Tulsa, OK: StatSoft Inc, 2001.
SOUKOULIS, C; PANAGIOTIDIS, P; KOURELI R.; TZIA, C. Industrial yogurt manufacture: monitoring of fermentation process and improvement of final product quality. Journal of Dairy Science, v. 90, p. 2641-2654, 2007.
TAMIME, A. Y. Culturas "starters" lácticas e probióticas. Leites fermentados e bebidas lácticas: tecnologia e mercado. Campinas: ITAL, 1997. p. 2.11-2.22.
TAMIME, A. Y., ROBINSON, R. K. Yogurt ciencia y tecnología. Zaragoza: Acribia, 1991.
TEIXEIRA, A. C. P.; MOURTHÉ, K.; ALEXANDRE, D. P.; SOUZA, M. R.; PENNA, C.F. A. M. Qualidade do iogurte comercializado em Belo Horizonte. Leite & Derivados, v. 1, n. 51, p. 32-39, 2000.
VARNAM, A.H., SUTHERLAND, J.P. Leche y productos lácteos: tecnología, química y microbiologia. Zaragoza: Acribia, 1994. p. 63-72.
***O artigo foi originalmente publicado por Rev. Inst. Latic. “Cândido Tostes”, Jul/Ago, nº 369, 64: 3-7, 2009.